Z czego jest produkowany beton komórkowy i czy jest zdrowy?
Z czego jest produkowany beton komórkowy i czy jest zdrowy?
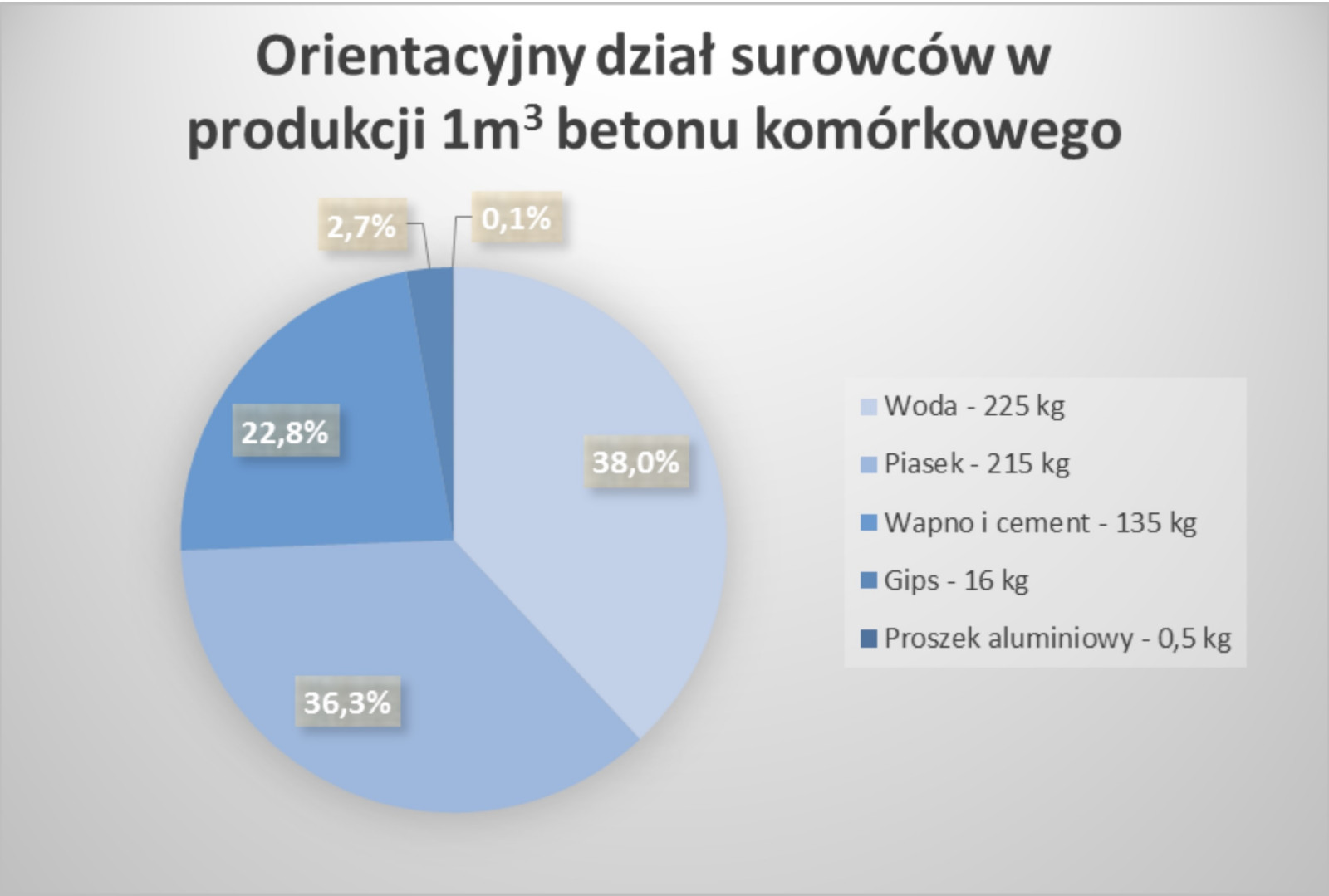
Autoklawizowany beton komórkowy powstaje z naturalnych surowców: wody, piasku, cementu, wapna oraz gipsu. To są surowce, które pozostają w materiale i tworzą jego budulec, czyli szkielet materiałowy. Dodatkowo, do spulchnienia materiału, na etapie produkcji i wytworzenia porowatej struktury dodawany jest proszek lub pasta aluminiowa, która w wyniku reakcji wytwarza wodór, który uchodzi z masy w trakcie tego procesu.
Taki skład surowcowy powoduje, że jest to materiał mineralny oraz w 100% ekologiczny i przyjazny w stosowaniu. Beton komórkowy na etapie produkcji, budowy, użytkowania oraz utylizacji jest materiałem przyjaznym środowisku. Nie wytwarza żadnych związków w postaci gazów i innych odpadów niebezpiecznych. Nawet podczas działanie ekstremalnych temperatur, które panują w trakcie pożaru nie wydziela gazów i substancji szkodliwych. Jest pod tym względem całkowicie bezpieczny.
Beton komórkowy wykazuje całkowitą odporność na bakterie, pleśnie i grzyby. Dzieje się tak, ponieważ skład chemiczny i odczyn zasadowy nie sprzyja rozwojowi drobnoustrojów.
Co ciekawe, to beton komórkowy jest materiałem w 100% poddającym się pełnemu recyklingowi. Dzięki temu, że jego produkcja odbywa się w sposób bezodpadowy, to beton komórkowy wpisuje się w zasady zrównoważonego rozwoju, jak żaden inny materiał. Po ew. rozbiórce budynku beton komórkowy można poddać ponownemu przetworzeniu i użyciu do ponownej elementów murowych z betonu komórkowego.
W obecnych czasach zwraca się też uwagę na energię potrzebną do produkcji betonu komórkowego. W tym względzie też nie ma sobie równych, ponieważ produkcja innych materiałów jest dużo bardziej energochłonna niż betonu komórkowego.
Ponadto beton komórkowy jest materiałem o najniższej radioaktywności z pośród materiałów budowlanych. Przy uwzględnieniu jego niewielkiej masy nie ma sobie równych pod względem niskiego poziomu radiacji. A na koniec jeszcze wartym podkreślenia jest fakt, że z 1 m3 surowców produkowanych jest aż 5m3 betonu komórkowego. Nie ma lepszego wykorzystania surowców przy produkcji materiałów konstrukcyjnych, jak w przypadku betonu komórkowego.
Beton komórkowy - materiał o wielu nazwach
Autoklawizowany beton komórkowy (ABK) jest materiałem konstrukcyjnym, z którego produkowane są elementy murowe: bloczki, płytki, prefabrykowane, zbrojone belki nadprożowe, oraz kształtki U - jako elementy traconego szalunku. Bloczki i płytki produkowane są zgodnie z normą zharmonizowaną PN-EN 771-4+A1:2015-10 - Wymagania dotyczące elementów murowych -- Część 4: Elementy murowe z autoklawizowanego betonu komórkowego. Stąd pełna i prawidłowa nazwa tego materiału - autoklawizowany beton komórkowy.
Chociaż w obiegu, czyli na budowach wśród wykonawców, w składach budowlanych, wśród inwestorów, a nawet wśród architektów i inżynierów budownictwa wciąż ten materiał nazywany jest jako: suporex, siporek, suporeks, porobeton, gazobeton, belit itd. itp. To określenia tego samego materiału - elementów murowych z autoklawizowanego betonu komórkowego. Wiele tych nazw wynika z opisu porowatej struktury betonu komórkowego, niektóre nazwy są zapożyczone z nazwy tego materiału w innych krajach, jeszcze inne wynikają z nazwy handlowej lub technologii produkcji, co jest spuścizną tego, jak były różne technologie produkcji tego materiału.
Jeśli chciałoby się nazywać ten materiał poprawnie, to powinno się go nazywać: bloczki, płytki, kształtki U, nadproża zbrojone z autoklawizowanego betonu komórkowego. W ostatnich latach przyjął się skrót ABK, więc coraz częściej używa się takiego określenia, czyli: bloczki, płytki, kształtki U, nadproża zbrojone z ABK. To dosyć kontrowersyjna nazwa, ale łatwiej się pisze o tym materiale używając skrótu, natomiast przy mówieniu często się skraca, że są to elementy z betonu komórkowego, pomijając kwestię tego, że jest to zawsze autoklawizowany beton komórkowy.
Budowa z bloczków betonu komórkowego Solbet (fot. Solbet)
Gdzie można stosować beton komórkowy?
Autoklawizowany beton komórkowy jest jednorodnym i trwałym materiałem konstrukcyjnym, dodatkowo charakteryzuje się znakomitymi parametrami izolacyjności cieplnej. Niska gęstość sprawia, że jest to lekki i łatwy w murowaniu i obróbce materiał. Beton komórkowy od wielu lat jest najpopularniejszym materiałem wśród wszystkich materiałów murowych nie tylko w Polsce, ale również za granicami. Stosuje się go wszędzie i nie ma żadnych ograniczeń w stosowaniu. Jeśli są jakieś ograniczenia, to wynikają one z założeń projektowych. Zawsze podlega analizie projektowej wykonywanej podczas projektowania.
W praktyce poszczególne gęstości wykorzystuje się do wykonywania określonych rodzajów ścian:
nośne ściany jednowarstwowe bez ocieplenia: klasy gęstości 350
nośne ściany wewnętrzne i zewnętrzne z ociepleniem: klasa gęstości 500 i 600 (ze wskazaniem klasy gęstości 500 - przy budynkach jednorodzinnych oraz 600, przy budynkach wyższych niż dwie kondygnacje)
ściany działowe: klasa gęstości 500 i 600
do ścian o wyższej wytrzymałości: klasy gęstości 600 oraz 700
na ściany wypełniające stosuje się najpopularniejszy asortyment, czyli klasę gęstości 500 i 600.
Twierdzenie a priori, że materiał się nie nadaje, jest niewłaściwym podejściem. Tak, jak w każdej innej sytuacji projektowej zastosowanie rozwiązań materiałowych powinno być poparte analizą projektową. W normach do projektowania konstrukcji murowych: Eurokodzie 6 - Projektowanie konstrukcji murowych Części 1-1 oraz ciągle stosowanej normie PN-B 03002 Konstrukcje murowe niezbrojone - Projektowanie i obliczanie, ujęte są również zasady projektowania murów konstrukcyjnych z autoklawizowanego betonu komórkowego. Dla tego rodzaju ścian podane są wszystkie współczynniki i parametry potrzebne do zaprojektowania konstrukcyjnego ścian z betonu komórkowego.
Budynek wielorodzinny ze ścianami konstrukcyjnymi z ABK (fot. Solbet)
Technologia produkcji betonu komórkowego
Autoklawizowany beton komórkowy (ABK) jest materiałem znanym na całym świecie. Na przestrzeni lat opracowano wiele technologii produkcji ABK, które wykorzystują do jego otrzymywania szeroko dostępne surowce. Najbardziej popularnymi surowcami do produkcji autoklawizowanego betonu komórkowego w Polsce są:
woda,
piasek,
cement,
wapno,
gips,
proszek aluminium lub pasta aluminiowa, jako środek porotwórczy.
Przykładowy skład mieszanki betonu komórkowego (rys. Solbet)
Kolejność procesów technologicznych przy produkcji elementów murowych przedstawia się następująco:
przygotowanie surowców (zmielenie piasku do odpowiedniej frakcji),
dozowanie, mieszanie składników i zalanie form ujednoliconą masą zarobową,
wyrastanie i wstępne dojrzewanie mieszanki betonowej,
krojenie,
autoklawizacja,
paletyzacja.
Opisując wszystkie procesy, wygląda to następująco:
Przygotowanie surowców
Najczęściej jako kruszywo stosowany jest piasek kwarcowy, który poddaje się mieleniu na mokro w młynach rurowo-kulowych (w systemie pracy ciągłej) do uzyskania odpowiedniego uziarnienia. Ze względu na finalny stopień uziarnienia piasku kwarcowego i w porównaniu do betonów tradycyjnych powinno się go nazywać mikrokruszywem. Uzyskanie odpowiedniego uziarnienia mikrokruszywa jest niezbędne, ponieważ piasek bez uprzedniego rozdrobnienia bardzo wolno wchodzi w reakcję ze składnikami spoiwa: cementem i wapnem. Poddając piasek mieleniu zwiększa się jego powierzchnię właściwą, przez co staje się on bardziej reaktywny chemicznie.
Dozowanie składników
Pod pojęciem dozowania składników rozumie się zarówno proces dozowania, jak również mieszania wszystkich składników razem w celu uzyskania jednorodnej zawiesiny. Po wymieszaniu składników mieszankę betonową wylewa się do metalowych form o objętości od 3 do 8 m3, pokrytych antyadhezyjnym środkiem (ułatwiającym rozformowanie).
Wyrastanie i wstępne dojrzewanie mieszanki betonowej
Po zalaniu mieszanki betonowej do form rozpoczyna się szereg reakcji chemicznych. Najważniejszą z nich jest reakcja proszku aluminium, która powoduje wyrastanie masy. To właśnie w wyniku reakcji proszku aluminium z wodorotlenkiem wapnia wydziela się wodór powodujący wyrastanie masy. W wyniku tej reakcji powstaje uwodniony krzemian wapnia, a wodór, jako lżejszy od powietrza uchodzi z masy, pozostawiając ją w postaci spulchnionej. W wyniku tego zarób zwiększa swoją objętość w formie. W trakcie około półgodzinnego procesu wyrastania „ciasta zarobowego” wodór całkowicie się ulatnia i zostaje zastąpiony powietrzem, który na skutek wyrównania ciśnień wypełnia te przestrzenie betonu komórkowego.
Po wyrośnięciu masa betonu komórkowego musi uzyskać odpowiednią wytrzymałość, aby mogła zostać poddana obróbce polegającej na nadaniu jej odpowiednich kształtów.
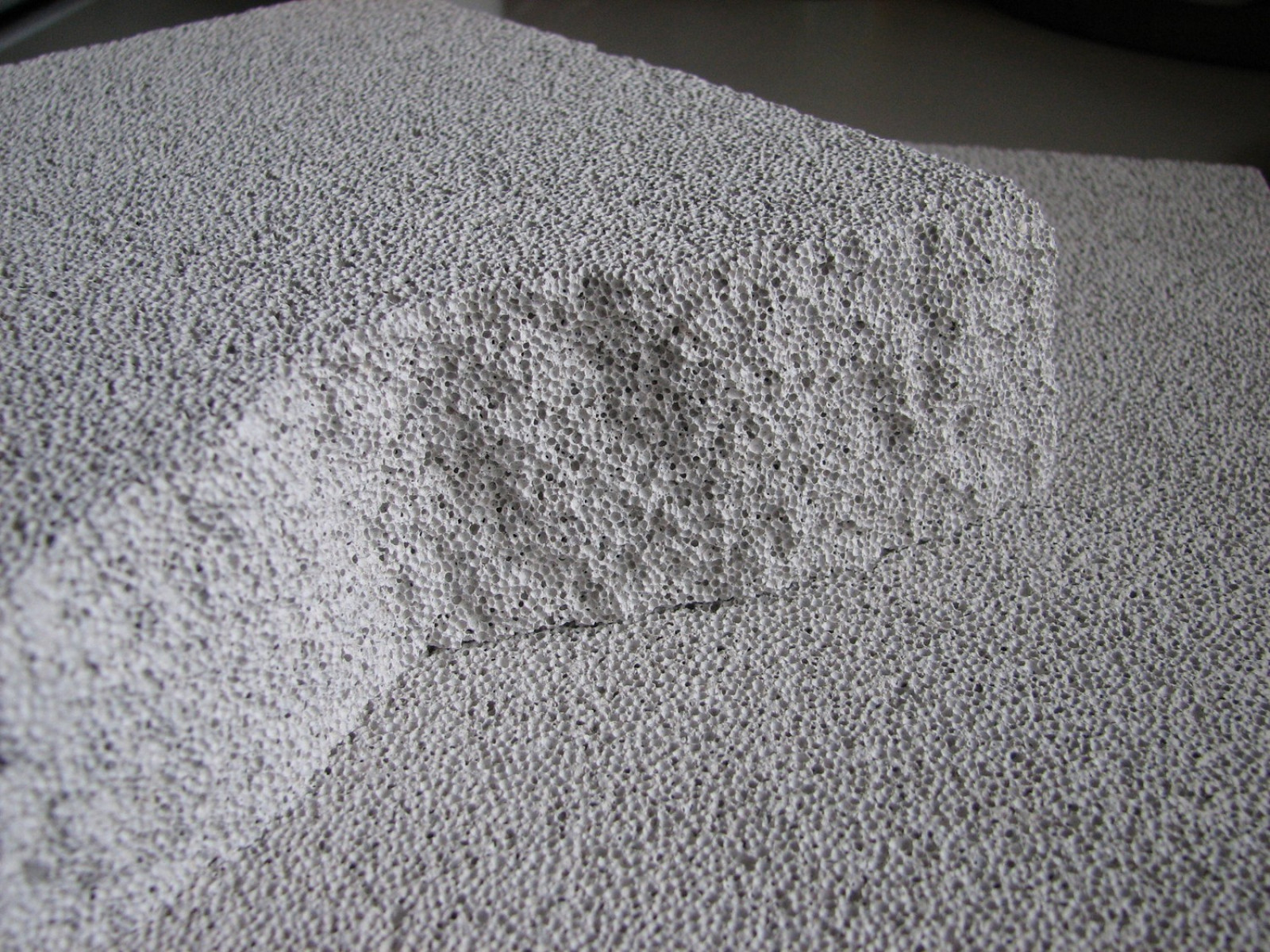
Jednorodna struktura betonu komórkowego - w każdym kierunku takie same właściwości (fot. Solbet)
Krojenie
Po wyrośnięciu i uzyskaniu wstępnej wytrzymałości rozformowuje się formy i blok materiału dostarczany jest na krajalnicę, na której następuje cięcie elementów oraz nadawanie ewentualnych profili takich jak: pióra, wpusty, czy uchwyty montażowe. Cięcie następuje za pomocą naprężonych na krajalnicy drutów stalowych o grubości od 0,5 do 1,0 mm. Proces ten odbywa się automatyczne. Odcięte naddatki wymiarowe odlewu trafiają ponownie do produkcji, więc produkcja jest całkowicie bezodpadowa. Dokładność cięcia decyduje o dokładności wymiarowej wyrobów końcowych.
Autoklawizacja
Po nadaniu kształtów bloczkom następuje utwardzenie wyrobów w autoklawie. To właśnie dzięki procesowi autoklawizacji beton komórkowy tak szybko uzyskuje końcową wytrzymałość w porównaniu do betonu towarowego, którego wytrzymałość na ściskanie określa się po 28 dniach. Proces autoklawizacji trwa przeważnie od 8 do 15 godzin, po którym beton komórkowy cechuje się ostateczną wytrzymałością na ściskanie.
Proces hartowania betonu komórkowego polega na poddaniu go działaniu nasyconej pary wodnej w autoklawach parowych. Najczęściej stosuje się nasyconą parę wodną o temperaturze od 180 do 190°C i ciśnieniu od 1,0 do 1,3 MPa.
Utwardzenie betonu komórkowego w autoklawie (fot. Solbet)
Paletyzacja
Po zakończonym procesie autoklawizacji bloczki autoklawizowanego betonu komórkowego mogą zostać poddane paletyzacji, która odbywa się w sposób ręczny lub automatyczny.
Przed wydaniem materiału do klienta, każda partia materiału musi zostać przebadana pod kątem prawidłowej gęstości w stanie suchym, wytrzymałości na ściskanie, jak również prawidłowości wymiarowej i zachowania równości powierzchni. Każda paleta wyrobu zostaje oznaczona etykietą, umożliwiającą identyfikację wyrobu.
Bloczki autoklawizowanego betonu komórkowego na paletach (fot. Solbet)
dr inż. budownictwa, architekt. Senior Product Manager w firmie SOLBET. Rzeczoznawca budowlany, uprawniony do projektowania bez ograniczeń w specjalności architektonicznej, do projektowania i kierowania robotami budowlanymi bez ograniczeń w specjalności konstrukcyjno-budowlanej. Członek komitetów technicznych PKN. Fascynat materiałów i technologii budowlanych. Praktyk w projektowaniu i nadzorach przy realizacji obiektów budowlanych.
"Autokala... "Autoklawin... "Autoklawizacja", - jak by to było po polsku?
Gość SZELESZCZYCIEL
24-09-2022 11:43
Nie wiadomo, czy to wszystko prawda. Tak często się tu powtarza nazwa tego budulca, że wygląda na to, iż jego wytwórca dobrze zapłacił za chwalebne napisanie tego wszystkiego, - żeby było jak-ma-być!